

Metal Replacement Gears for Harbor Freight 7x10 Mini Lathe UPDATED
Metal Replacement Gears for Harbor Freight 7x10 Mini Lathe
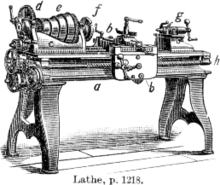
A metalworking lathe from 1911, showing component parts:
a: bed
b: wagon (with cross-slide and tool post)
c: headstock
d: back gear (other gear train nearby drives lead screw)
due east: cone pulley for a belt drive from an external power source
f: faceplate mounted on spindle
g: tailstock
h: leadscrew

A watchmaker using a lathe to gear up a component cut from copper for a watch
A lathe () is a machine tool that rotates a workpiece about an axis of rotation to perform various operations such every bit cutting, sanding, knurling, drilling, deformation, facing, and turning, with tools that are practical to the workpiece to create an object with symmetry nigh that axis.[ane]
Lathes are used in woodturning, metalworking, metal spinning, thermal spraying, parts reclamation, and glass-working. Lathes tin can be used to shape pottery, the best-known blueprint being the Potter'south wheel. About suitably equipped metalworking lathes can also be used to produce most solids of revolution, plane surfaces and spiral threads or helices. Ornamental lathes tin produce three-dimensional solids of incredible complication. The workpiece is usually held in place past either one or two centers, at to the lowest degree one of which can typically exist moved horizontally to accommodate varying workpiece lengths. Other piece of work-property methods include clamping the work nigh the axis of rotation using a chuck or collet, or to a faceplate, using clamps or dog clutch.
Examples of objects that tin can be produced on a lathe include screws, candlesticks, gun barrels, cue sticks, table legs, bowls, baseball game bats, pens, musical instruments (specially woodwind instruments), and crankshafts.
History [edit]


Craftsman Gregorio Vara working a chair leg on a lathe in Tenancingo, State of United mexican states
The lathe is an aboriginal tool. The earliest bear witness of a lathe dates back to Aboriginal Arab republic of egypt effectually 1300 BC.[2] At that place is also tenuous bear witness for its existence at a Mycenaean Greek site, dating back every bit far as the 13th or 14th century BC.[3]
Clear evidence of turned artifacts take been found from the 6th century BC: fragments of a wooden basin in an Etruscan tomb in Northern Italy as well as 2 apartment wooden dishes with decorative turned rims from modern Turkey.[4]
During the Warring States menstruation in Communist china, c. 400 BC, the ancient Chinese used rotary lathes to sharpen tools and weapons on an industrial scale.[5]
The first known painting showing a lathe dates to the 3rd century BC in aboriginal Arab republic of egypt.[half-dozen]
The lathe was very important to the Industrial Revolution. Information technology is known as the mother of machine tools, as it was the first machine tool that led to the invention of other automobile tools.[7] The first fully documented, all-metal slide rest lathe was invented past Jacques de Vaucanson around 1751. It was described in the Encyclopédie.

Exact drawing made with camera obscura of horizontal wearisome automobile past Jan Verbruggen in Woolwich Royal Brass Foundry approx. 1778 (drawing 47 out of prepare of 50 drawings)
In 1718 Russian engineer Andrey Nartov invented one of the first lathes with a mechanical cut tool-supporting carriage and a fix of gears (also known as a chemical compound residuum or slide rest) with the first to invent such a lathe probably existence Leonardo da Vinci.[eight]
An important early on lathe in the UK was the horizontal boring automobile that was installed by Jan Verbruggen in 1772 in the Royal Armory in Woolwich. It was horse-powered and allowed for the production of much more accurate and stronger cannon used with success in the American Revolutionary War in the late 18th century. One of the cardinal characteristics of this machine was that the workpiece was turning as opposed to the tool, making it technically a lathe. Henry Maudslay, who later developed many improvements to the lathe, worked at the Royal Armory from 1783, being exposed to this automobile in the Verbruggen workshop.[9] A detailed description of Vaucanson's lathe was published decades before Maudslay perfected his version. It is probable that Maudslay was non aware of Vaucanson'southward work, since his beginning versions of the slide rest had many errors that were not present in the Vaucanson lathe.
During the Industrial Revolution, mechanized power generated past h2o wheels or steam engines was transmitted to the lathe via line shafting, assuasive faster and easier work. Metalworking lathes evolved into heavier machines with thicker, more than rigid parts. Between the late 19th and mid-20th centuries, individual electric motors at each lathe replaced line shafting as the power source. Get-go in the 1950s, servomechanisms were applied to the control of lathes and other machine tools via numerical command, which often was coupled with computers to yield computerized numerical command (CNC). Today manually controlled and CNC lathes coexist in the manufacturing industries.
Pattern [edit]
Components [edit]
A lathe may or may not have legs, which sit on the floor and elevate the lathe bed to a working tiptop. A lathe may be small and sit on a workbench or table, not requiring a stand up.
Almost all lathes have a bed, which is (about always) a horizontal axle (although CNC lathes commonly accept an inclined or vertical beam for a bed to ensure that swarf, or fries, falls gratuitous of the bed). Woodturning lathes specialized for turning large bowls frequently have no bed or tail stock, but a free-continuing headstock and a cantilevered tool residue.
At one end of the bed (nigh always the left, equally the operator faces the lathe) is a headstock. The headstock contains loftier-precision spinning bearings. Rotating within the bearings is a horizontal axle, with an centrality parallel to the bed, called the spindle. Spindles are often hollow and have an interior Morse taper on the spindle nose (i.e., facing to the correct / towards the bed) by which work-property accessories may be mounted to the spindle. Spindles may also have arrangements for work-holding on the left-manus end of the spindle with other tooling arrangements for particular tasks. (i.e., facing away from the principal bed) end, or may take a paw-wheel or other accessory mechanism on their outboard end. Spindles are powered and impart motion to the workpiece.
The spindle is driven either past human foot power from a treadle and flywheel or by a belt or gear drive from a power source such as electric motor or overhead line shafts. In most modern lathes this ability source is an integral electric motor, often either in the headstock, to the left of the headstock, or beneath the headstock, curtained in the stand up.
In add-on to the spindle and its bearings, the headstock often contains parts to catechumen the motor speed into various spindle speeds. Various types of speed-changing mechanism achieve this, from a cone pulley or stride pulley, to a cone pulley with back gear (which is substantially a low range, similar in net effect to the two-speed rear of a truck), to an entire gear train similar to that of a manual-shift automotive manual. Some motors have electronic rheostat-type speed controls, which obviates cone pulleys or gears.
The counterpoint to the headstock is the tailstock, sometimes referred to as the loose head, as it can be positioned at any convenient point on the bed by sliding it to the required area. The tail-stock contains a butt, which does non rotate, but can slide in and out parallel to the axis of the bed and directly in line with the headstock spindle. The barrel is hollow and commonly contains a taper to facilitate the gripping of various types of tooling. Its almost common uses are to hold a hardened steel center, which is used to support long thin shafts while turning, or to hold drill bits for drilling axial holes in the work piece. Many other uses are possible.[ten]
Metalworking lathes have a carriage (comprising a saddle and apron) topped with a cross-slide, which is a flat slice that sits crosswise on the bed and tin can be cranked at right angles to the bed. Sitting atop the cross slide is unremarkably another slide called a compound balance, which provides 2 additional axes of movement, rotary and linear. Atop that sits a toolpost, which holds a cut tool, which removes material from the workpiece. There may or may non exist a leadscrew, which moves the cross-slide along the bed.
Woodturning and metal spinning lathes do non accept cross-slides, but rather have banjos, which are apartment pieces that sit crosswise on the bed. The position of a banjo can be adjusted past hand; no gearing is involved. Ascending vertically from the banjo is a tool-postal service, at the peak of which is a horizontal tool-residual. In woodturning, hand tools are braced against the tool rest and levered into the workpiece. In metallic spinning, the further pin ascends vertically from the tool residuum and serves every bit a fulcrum against which tools may exist levered into the workpiece.
Accessories [edit]

Unless a workpiece has a taper machined onto information technology which perfectly matches the internal taper in the spindle, or has threads which perfectly match the external threads on the spindle (two conditions which rarely be), an accessory must exist used to mount a workpiece to the spindle.
A workpiece may be bolted or screwed to a faceplate, a large, flat deejay that mounts to the spindle. In the alternative, faceplate dogs may be used to secure the work to the faceplate.
A workpiece may be mounted on a mandrel, or round piece of work clamped in a iii- or four-jaw chuck. For irregular shaped workpieces it is usual to use a four jaw (independent moving jaws) chuck. These holding devices mountain directly to the lathe headstock spindle.
In precision piece of work, and in some classes of repetition piece of work, cylindrical workpieces are usually held in a collet inserted into the spindle and secured either by a draw-bar, or by a collet closing cap on the spindle. Suitable collets may also exist used to mount square or hexagonal workpieces. In precision toolmaking work such collets are usually of the describe-in variety, where, as the collet is tightened, the workpiece moves slightly dorsum into the headstock, whereas for well-nigh repetition piece of work the expressionless length variety is preferred, every bit this ensures that the position of the workpiece does not move as the collet is tightened.
A soft workpiece (e.m., wood) may exist pinched between centers by using a spur bulldoze at the headstock, which bites into the wood and imparts torque to information technology.

Running center (top); expressionless heart (bottom)
A soft expressionless center is used in the headstock spindle equally the work rotates with the centre. Because the centre is soft information technology tin can be trued in identify before use. The included angle is threescore°. Traditionally, a hard expressionless center is used together with suitable lubricant in the tailstock to support the workpiece. In modernistic exercise the dead center is frequently replaced by a running center, as information technology turns freely with the workpiece—usually on ball bearings—reducing the frictional heat, especially important at high speeds. When clear facing a long length of fabric it must exist supported at both ends. This tin can be achieved by the use of a traveling or fixed steady. If a steady is not bachelor, the finish confront being worked on may be supported past a dead (stationary) half center. A half heart has a flat surface machined across a broad section of half of its bore at the pointed end. A small section of the tip of the dead center is retained to ensure concentricity. Lubrication must exist applied at this point of contact and tail stock pressure reduced. A lathe carrier or lathe dog may also be employed when turning betwixt two centers.[11]
In woodturning, one variation of a running centre is a cup centre, which is a cone of metal surrounded by an annular ring of metal that decreases the chances of the workpiece splitting.
A circular metal plate with fifty-fifty spaced holes around the periphery, mounted to the spindle, is called an "index plate". It can exist used to rotate the spindle to a precise angle, then lock it in place, facilitating repeated auxiliary operations done to the workpiece.
Other accessories, including items such as taper turning attachments, knurling tools, vertical slides, fixed and traveling steadies, etc., increase the versatility of a lathe and the range of work information technology may perform.
Modes of utilise [edit]
When a workpiece is fixed between the headstock and the tail-stock, it is said to be "between centers". When a workpiece is supported at both ends, it is more stable, and more than force may be practical to the workpiece, via tools, at a correct angle to the centrality of rotation, without fearfulness that the workpiece may break loose.
When a workpiece is fixed only to the spindle at the headstock end, the work is said to be "face work". When a workpiece is supported in this fashion, less strength may be practical to the workpiece, via tools, at a right angle to the centrality of rotation, lest the workpiece rip free. Thus, most piece of work must exist done axially, towards the headstock, or at right angles, but gently.
When a workpiece is mounted with a certain axis of rotation, worked, then remounted with a new axis of rotation, this is referred to equally "eccentric turning" or "multi-axis turning". The event is that diverse cross sections of the workpiece are rotationally symmetric, but the workpiece as a whole is not rotationally symmetric. This technique is used for camshafts, various types of chair legs.
Sizes [edit]
Lathes are ordinarily 'sized' past the capacity of the work that they may agree. Usually large work is held at both ends either using a chuck or other drive in the headstock and a centre in the tailstock. To maximise size, turning between centres allows the work to be every bit close to the headstock every bit possible and is used to determine the longest piece the lathe will turn: when the base of operations of the tailstock is aligned with the end of the bed. The distance between centres gives the maximum length of work the lathe will officially hold. It is possible to get slightly longer items in if the tailstock overhangs the end of the bed but this is an ill-advised practice.
The other dimension of the workpiece is how far off-centre information technology can be. This is known equally the 'swing' ("The altitude from the head center of a lathe to the bed or ways, or to the rest. The swing determines the diametric size of the object which is capable of being turned in the lathe; anything larger would interfere with the bed. This limit is chosen the swing of the bed. The swing of the residual is the size which will rotate to a higher place the residual, which lies upon the bed.")[12] from the notion that the work 'swings' from the centre upon which information technology is mounted. This makes more sense with odd-shaped piece of work merely as the lathe is virtually often used with cylindrical work, it is useful to know the maximum diameter of work the lathe will concur. This is simply the value of the swing (or center pinnacle higher up the bed) multiplied past two. For some reason, in the U.South. swing is assumed to exist diameter but this is incorrect. To be clear on size, it is improve, therefore, to describe the dimension equally 'centre height above the bed'. As parts of the lathe reduce capacity, measurements such as 'swing over cross slide' or other named parts tin be establish.
Varieties [edit]
The smallest lathes are "jewelers lathes" or "watchmaker lathes", which, though often small enough to be held in one hand are usually fastened to a bench.[13] There are rare and even smaller mini lathes fabricated for precision cut.[fourteen] The workpieces machined on a jeweler's lathe are often metallic, simply other softer materials tin also be machined. Jeweler's lathes can be used with hand-held "graver" tools or with a "compound rest" that attach to the lathe bed and allows the tool to be clamped in place and moved by a spiral or lever feed. Graver tools are generally supported by a T-residual, not fixed to a cantankerous slide or compound remainder. The work is normally held in a collet, but high-precision 3 and 6-jaw chucks are also commonly employed. Mutual spindle bore sizes are 6 mm, 8 mm and 10 mm. The term WW refers to the Webster/Whitcomb collet and lathe, invented by the American Watch Tool Visitor of Waltham, Massachusetts. Most lathes commonly referred to equally watchmakers lathes are of this design. In 1909, the American Watch Tool visitor introduced the Magnus type collet (a 10-mm body size collet) using a lathe of the aforementioned bones design, the Webster/Whitcomb Magnus. (F.West.Derbyshire, Inc. retains the merchandise names Webster/Whitcomb and Magnus and still produces these collets.[xv]) Two bed patterns are common: the WW (Webster Whitcomb) bed, a truncated triangular prism (plant only on 8 and 10 mm watchmakers' lathes); and the continental D-fashion bar bed (used on both half-dozen mm and 8 mm lathes by firms such equally Lorch and Star). Other bed designs have been used, such as a triangular prism on some Boley 6.five mm lathes, and a V-edged bed on IME's 8 mm lathes.
Smaller metalworking lathes that are larger than jewelers' lathes and can sit down on a demote or tabular array, but offer such features as tool holders and a screw-cut gear railroad train are called hobby lathes, and larger versions, "bench lathes" - this term as well commonly applied to a special type of loftier-precision lathe used by toolmakers for ane-off jobs.[sixteen] Even larger lathes offer similar features for producing or modifying individual parts are called "engine lathes". Lathes of these types do not have additional integral features for repetitive production, only rather are used for individual part production or modification as the main function.
Lathes of this size that are designed for mass manufacture, just not offering the versatile screw-cutting capabilities of the engine or bench lathe, are referred to every bit "second functioning" lathes.
Lathes with a very large spindle diameter and a chuck on both ends of the spindle are called "oil field lathes".
Fully automatic mechanical lathes, employing cams and gear trains for controlled move, are called screw machines.
Lathes that are controlled by a computer are CNC lathes.
Lathes with the spindle mounted in a vertical configuration, instead of horizontal configuration, are called vertical lathes or vertical boring machines. They are used where very big diameters must exist turned, and the workpiece (comparatively) is not very long.
A lathe with a tool postal service that tin can rotate around a vertical axis, so as to present different tools towards the headstock (and the workpiece) are turret lathes.[17]
A lathe equipped with indexing plates, profile cutters, spiral or helical guides, etc., then equally to enable ornamental turning is an ornamental lathe.
Various combinations are possible: for instance, a vertical lathe can accept CNC capabilities as well (such as a CNC VTL).
Lathes tin be combined with other machine tools, such as a drill press or vertical milling machine. These are normally referred to every bit combination lathes.
Uses [edit]
Woodworking [edit]

A modern woodworking lathe
Woodworking lathes are the oldest variety. All other varieties are descended from these unproblematic lathes. An adjustable horizontal metal rail, the tool residual, betwixt the material and the operator accommodates the positioning of shaping tools, which are unremarkably mitt-held. Later shaping, it is common practice to press and slide sandpaper against the still-spinning object to smooth the surface fabricated with the metallic shaping tools. The tool rest is ordinarily removed during sanding, as information technology may be unsafe to have the operators hands between it and the spinning wood.[ citation needed ]
Many woodworking lathes tin can also exist used for making bowls and plates. The basin or plate needs only to exist held at the lesser by ane side of the lathe. It is unremarkably attached to a metal face plate attached to the spindle. With many lathes, this operation happens on the left side of the headstock, where are no rails and therefore more clearance. In this configuration, the piece tin can be shaped within and out. A specific curved tool residuum may be used to back up tools while shaping the inside. Further item can exist found on the woodturning page.
Most woodworking lathes are designed to be operated at a speed of betwixt 200 and one,400 revolutions per minute, with slightly over one,000 rpm considered optimal for most such piece of work, and with larger workpieces requiring lower speeds.[xviii]
Duplicating [edit]

One type of specialized lathe is duplicating or copying lathe too known every bit Blanchard lathe afterward its inventor Thomas Blanchard. This type of lathe was able to create shapes identical to a standard pattern and information technology revolutionized the process of gun stock making in the 1820s when information technology was invented.[19]
Patternmaking [edit]

Patternmaker'due south double lathe (Carpentry and Joinery, 1925)
Used to make a pattern for foundries, often from forest, but likewise plastics. A patternmaker's lathe looks like a heavy wood lathe, frequently with a turret and either a leadscrew or a rack and pinion to manually position the turret. The turret is used to accurately cut straight lines. They often have a provision to plow very big parts on the other terminate of the headstock, using a gratuitous-continuing toolrest. Another way of turning large parts is a sliding bed, which tin slide abroad from the headstock and thus open upwardly a gap in front of the headstock for large parts.
Metalworking [edit]

In a metalworking lathe, metal is removed from the workpiece using a hardened cutting tool, which is usually fixed to a solid moveable mounting, either a tool-post or a turret, which is so moved against the workpiece using handwheels or computer-controlled motors. These cutting tools come in a broad range of sizes and shapes, depending upon their application. Some common styles are diamond, round, square and triangular.
The tool-post is operated past lead-screws that can accurately position the tool in a variety of planes. The tool-mail service may exist driven manually or automatically to produce the roughing and finishing cuts required to turn the workpiece to the desired shape and dimensions, or for cutting threads, worm gears, etc. Cutting fluid may also be pumped to the cutting site to provide cooling, lubrication and clearing of swarf from the workpiece. Some lathes may be operated nether control of a calculator for mass production of parts (run across "Computer numerical command").
Manually controlled metalworking lathes are ordinarily provided with a variable-ratio gear-train to bulldoze the primary lead-screw. This enables different thread pitches to be cut. On some older lathes or more affordable new lathes, the gear trains are changed past swapping gears with various numbers of teeth onto or off of the shafts, while more modernistic or expensive manually controlled lathes have a quick-change box to provide commonly used ratios by the performance of a lever. CNC lathes utilize computers and servomechanisms to regulate the rates of motion.
On manually controlled lathes, the thread pitches that can be cut are, in some means, adamant past the pitch of the lead-spiral: A lathe with a metric lead-spiral will readily cut metric threads (including BA), while one with an imperial lead-spiral will readily cutting imperial-unit-based threads such as BSW or UTS (UNF, UNC). This limitation is not insurmountable, because a 127-tooth gear, called a transposing gear, is used to translate between metric and inch thread pitches. Still, this is optional equipment that many lathe owners do not own. It is also a larger change-wheel than the others, and on some lathes may be larger than the modify-wheel mounting banjo is capable of mounting.
The workpiece may be supported betwixt a pair of points called centres, or information technology may be bolted to a faceplate or held in a chuck. A chuck has movable jaws that can grip the workpiece deeply.
There are some effects on material properties when using a metalworking lathe. There are few chemical or physical effects, but at that place are many mechanical effects, which include residual stress, micro-cracks, work-hardening, and tempering in hardened materials.
Cue lathes [edit]
Cue lathes function similarly to turning and spinning lathes, allowing a perfectly radially-symmetrical cut for billiard cues. They can also be used to refinish cues that have been worn over the years.
Glass-working [edit]
Drinking glass-working lathes are similar in design to other lathes, but differ markedly in how the workpiece is modified. Glass-working lathes slowly rotate a hollow glass vessel over a fixed- or variable-temperature flame. The source of the flame may be either hand-held or mounted to a banjo/cross-slide that can be moved along the lathe bed. The flame serves to soften the glass being worked, so that the drinking glass in a specific expanse of the workpiece becomes ductile and subject to forming either past inflation ("glassblowing") or by deformation with a heat-resistant tool. Such lathes usually take two head-stocks with chucks holding the work, arranged so that they both rotate together in unison. Air can be introduced through the headstock chuck spindle for glassblowing. The tools to deform the glass and tubes to blow (inflate) the drinking glass are commonly handheld.
In diamond turning, a computer-controlled lathe with a diamond-tipped tool is used to make precision optical surfaces in drinking glass or other optical materials. Different conventional optical grinding, circuitous aspheric surfaces tin be machined hands. Instead of the dovetailed ways used on the tool slide of a metallic-turning lathe, the ways typically float on air bearings, and the position of the tool is measured by optical interferometry to achieve the necessary standard of precision for optical work. The finished piece of work piece usually requires a small amount of subsequent polishing by conventional techniques to achieve a finished surface suitably smooth for apply in a lens, but the rough grinding time is significantly reduced for complex lenses.
Metal-spinning [edit]
In metal spinning, a disk of sheet metal is held perpendicularly to the main centrality of the lathe, and tools with polished tips (spoons) or roller tips are mitt-held, merely levered by mitt confronting fixed posts, to develop pressure that deforms the spinning sheet of metal.
Metallic-spinning lathes are almost equally unproblematic every bit wood-turning lathes. Typically, metallic spinning requires a mandrel, usually made from woods, which serves as the template onto which the workpiece is formed (asymmetric shapes tin be made, but it is a very avant-garde technique). For example, to brand a canvass metallic bowl, a solid block of wood in the shape of the bowl is required; similarly, to make a vase, a solid template of the vase is required.
Given the advent of high-speed, high-pressure, industrial die forming, metal spinning is less common now than it once was, but all the same a valuable technique for producing 1-off prototypes or pocket-sized batches, where die forming would be uneconomical.
Ornamental turning [edit]
The ornamental turning lathe was adult effectually the same time as the industrial screw-cutting lathe in the nineteenth century. Information technology was used not for making practical objects, but for decorative work: ornamental turning. Past using accessories such as the horizontal and vertical cut frames, eccentric chuck and elliptical chuck, solids of extraordinary complexity may be produced by various generative procedures.
A special-purpose lathe, the Rose engine lathe, is too used for ornamental turning, in particular for engine turning, typically in precious metals, for case to decorate pocket-watch cases. As well as a broad range of accessories, these lathes usually have complex dividing arrangements to allow the exact rotation of the mandrel. Cut is commonly carried out by rotating cutters, rather than straight by the rotation of the work itself. Because of the difficulty of polishing such work, the materials turned, such equally wood or ivory, are usually quite soft, and the cutter has to be uncommonly sharp. The finest ornamental lathes are generally considered to be those made by Holtzapffel around the plough of the 19th century.
Reducing [edit]
Many types of lathes tin be equipped with accessory components to allow them to reproduce an item: the original particular is mounted on one spindle, the bare is mounted on another, and as both turn in synchronized manner, one end of an arm "reads" the original and the other end of the arm "carves" the duplicate.
A reduction lathe is a specialized lathe that is designed with this feature and incorporates a mechanism similar to a pantograph, so that when the "reading" stop of the arm reads a detail that measures one inch (for example), the cutting end of the arm creates an analogous item that is (for case) one quarter of an inch (a four:1 reduction, although given appropriate mechanism and appropriate settings, any reduction ratio is possible).
Reducing lathes are used in coin-making, where a plaster original (or an epoxy master made from the plaster original, or a copper-shelled master made from the plaster original, etc.) is duplicated and reduced on the reducing lathe, generating a master dice.
Rotary lathes [edit]
A lathe in which forest logs are turned against a very sharp blade and peeled off in one continuous or semi-continuous curl. Invented past Immanuel Nobel (father of the more famous Alfred Nobel). The first such lathes in the U.s. were gear up in the mid-19th century. The product is called wood veneer and it is used for making plywood and equally a corrective surface veneer on some grades of chipboard.
Watchmaking [edit]
Watchmakers lathes are delicate but precise metalworking lathes, usually without provision for screwcutting, and are still used by horologists for work such as the turning of balance staffs. A handheld tool chosen a graver is often used in preference to a slide-mounted tool. The original watchmaker's turns was a uncomplicated dead-center lathe with a moveable residue and ii loose head-stocks. The workpiece would exist rotated by a bow, typically of horsehair, wrapped around it.
Transcription or recording [edit]
Transcription or recording lathes are used to brand grooves on a surface for recording sounds. These were used in creating sound grooves on wax cylinders and then on flat recording discs originally as well fabricated of wax, but later equally lacquers on a substratum. Originally the cutting lathes were driven by sound vibrations through a horn in a process known as acoustic recording and later driven by an electric current when microphones were first used in sound recording. Many such lathes were professional models, merely others were developed for home recording and were common before the appearance of habitation tape recording.
Functioning [edit]
National and international standards are used to standardize the definitions, environmental requirements, and examination methods used for the functioning evaluation of lathes. Election of the standard to be used is an understanding betwixt the supplier and the user and has some significance in the design of the lathe. In the United States, ASME has adult the B5.57 Standard entitled "Methods for Operation Evaluation of Calculator Numerically Controlled Lathes and Turning Centers", which establishes requirements and methods for specifying and testing the performance of CNC lathes and turning centers.[twenty]
See also [edit]
- Diamond turning
- Gun drill
- Mandrel
- Segmented turning
- Solid of revolution
- Unimat
References [edit]
- ^ Lathes in Chapter 7 of The states Army Grooming Circulation published in 1996 (Chemical Engineering Section, Carnegie Melon University website)
- ^ "What is a Lathe Motorcar? History, Parts, and Functioning". Brighthub Engineering. 12 December 2009. Retrieved 26 March 2018.
- ^ Clifford, Brian. "A cursory history of woodturning". The Woodturner'southward Workshop. Woodturners' Society of Ontario. Retrieved 2018-07-24 .
- ^ Clifford, Brian. "A brief history of woodturning". The Woodturner's Workshop. Woodturners' Social club of Ontario. Retrieved 2018-07-24 .
- ^ Emperor's Ghost Army (Documentary). PBS. Issue occurs at 26:00. Archived from the original on 2016-01-15.
- ^ Clifford, Brian. "A brief history of woodturning". The Woodturner'southward Workshop. Woodturners' Club of Ontario. Retrieved 2018-07-24 .
- ^ Murthy, S. Trymbaka (2010). Textbook of Elements of Mechanical Engineering. ISBN978-9380578576.
- ^ Graham, Ian (2002). Alfred Maudslay and the Maya: A Biography. ISBN9780806134505.
- ^ Tomiyama, Testuo (2016-02-16). "Development of Production Technology and Automobile Tools (presentation notes)" (PDF). OpenCourseWare: TUDelft. TUDelft. pp. xviii–21. Archived (PDF) from the original on 2018-07-25. Retrieved 2018-07-24 . Tomiyama, Testuo (2011). 02. Ontwikkeling Fabricagetechnologie [02. Development of Manufacturing Technology] (Lecture). Delft, Netherlands: TUDelft.
- ^ Ruttan, Howard. "Wait a infinitesimal..." Archived from the original on 2009-01-08.
- ^ "Hints & Tips for Using a Lathe". "George Wilson's" Hints and Tips. Lathes.co.u.k.. Archived from the original on 1 December 2010. Retrieved 29 Nov 2010.
- ^ Knight, Edward H. (1875). The Practical Lexicon of Mechanics. London / U.S.: Cassell & co / Houghton Mifflin. p. 2469.
- ^ Watchmaking Lathes page by an amateur, describing and showing jewelers and watchmaker lathes and there usage (Sparks Communication website)
- ^ Dennis Normile, Tokyo (2001-07-sixteen). "The smallest micro lathe, made by researchers in Tokyo, Nihon". designnews.com. Retrieved 2007-06-07 .
- ^ Trade names on the F.Due west. Derbyshire company website
- ^ Griffiths, Tony. "Makers of "Demote Precision" Lathes". LATHES.CO.United kingdom. Archived from the original on 27 December 2017. Retrieved five February 2018.
- ^ Parker, Dana T. Edifice Victory: Shipping Manufacturing in the Los Angeles Area in World State of war II, p. 81, 123, Cypress, CA, 2013. ISBN 978-0-9897906-0-iv.
- ^ Ernie Conover (2000), Turn a Basin with Ernie Conover: Getting Groovy Results the First Time Around, Taunton, p. 16, ISBN978-1-56158-293-8
- ^ Smith, Merritt Roe (2015). Harpers Ferry Armory and the New Technology: The Challenge of Change. Cornell University Press. ISBN9780801454394 . Retrieved 30 June 2016.
- ^ "Methods for Performance Evaluation of Computer Numerically Controlled Lathes and Turning Centers". asme.org. The American Society of Mechanical Engineers. Archived from the original on 7 November 2017. Retrieved v February 2018.
Further reading [edit]
- Holtzapffel, Charles (1843–1897). Turning and Mechanical Manipulation Volume V.
- Marlow, Frank (2008). Machine Store Essentials: Q & A. Metal Arts Press. ISBN978-0-9759963-3-1.
- Oscar E. Perrigo. Modern American Lathe Practice. A New, Complete and Practical Work on the "king of Machine Shop Tools.", 1907.
- Raffan, Richard (2001). Turning Forest With Richard Raffan. Taunton. ISBNi-56158-417-seven.
- Joshua Rose. The Consummate Practical Machinist: Embracing Lathe Piece of work, Vise Piece of work, Drills, etc., Philadelphia: H.C. Baird & Co., 1876; 2nd ed. 1885.
- Sparey, Lawrence (1947). The Amateur's Lathe. Special Involvement Model Books. ISBN0-85242-288-1.
- Woodbury, Robert Due south (1961). History of the Lathe to 1850 . Cleveland, Ohio: Society for the History of Technology. ISBN978-0-262-73004-four.
- Bray, Stan (2004). The compact lathe (2nd rev. ed.). Poole: Special Involvement Model Books. ISBN1854862278. OCLC 63184337.
External links [edit]
| | Wikimedia Commons has media related to Lathes. |
- Lathe Machine Operations
- Machine Tool Archive
- Early on Wood-Working
- Leap pole lathe
- Modern Car Store Practice a historic Victorian text describing lathe blueprint, construction and use in the 1880s.
- "The Forgotten Power Tool." Popular Science, Dec 1959, pp. 149–152.
- Disc Cutting and Recording Lathes
- History of the Lathe
DOWNLOAD HERE
Metal Replacement Gears for Harbor Freight 7x10 Mini Lathe UPDATED
Posted by: perryforme1936.blogspot.com

Comments
Post a Comment